
 English
EnglishACABADOS SUPERFICIALES PARA AUTOPARTES
- Todos
- Recubrimientos metálicos
- Relevado de hidrógeno
- Topcoat
- Pruebas de laboratorio
- Pasivados
Recubrimientos metálicos
-

Recubrimientos galvánicos
Actualmente ofrecemos los servicios siguientes:
Recubrimientos electrodepositados de Zn (cinc) con pasivados claro y amarillo, proceso en barril.
Recubrimientos electrodepositados de aleación de ZnNi (cinc-níquel) con pasivados claro y negro, proceso en barril.
Recubrimientos electrodepositados de Sn (Estaño), proceso por colgado.
Si usted tiene una necesidad diferente, estamos abiertos a revisar sus necesidades, no dude en contactarnos.
-
Bajo especificaciones automotrices:
GM
FORD
FCA
VW
Daimler
Nissan
Honda
Mazda
-
Internacionales:
ASTM
DIN
JIS
ISO
-
-

Relevado de hidrógeno
Es un proceso crítico para partes de acero que han sido endurecidas a 32 HRC o mayor o bien con resistencia mecánica mayor a 1000 N/mm2, los parámetros operacionales se fijan de acuerdo con el tipo de acero, dureza, resistencia mecánica y especificación aplicable.
Contamos con un horno continuo de banda de malla con las siguientes características:
- Alta eficiencia térmica dada por el calentamiento por convección forzada.
- Alta capacidad de producción.
- Control automático de temperatura de acuerdo con CQI11.
- Velocidad de avance variable de la banda lo que permite ajustar el tiempo de permanencia.
- Repetitividad de resultados asegurados por su operación automática.
-

Sobrecapas para modificación del coeficiente de fricción
Topcoat
Los ensambles de los componentes automotrices requieres de uniones con la fuerza de sujeción especificada en cada diseño, normalmente el torque de apriete aplicado a un tornillo genera pérdidas mecánicas por fricción.
Una medida para asegurar que los ensambles se hagan apropiadamente es aplicar productos modificadores del coeficiente de fricción.
Eplating ofrece una amplia gama de los productos TNT de MacDermid Enthone, que ofrecen coeficientes de fricción de 0.08 a 0.18, con los productos:
-
- TNT 08
- TNT 11
- TNT 12
-
- TNT 15
- TNT UV
-
-
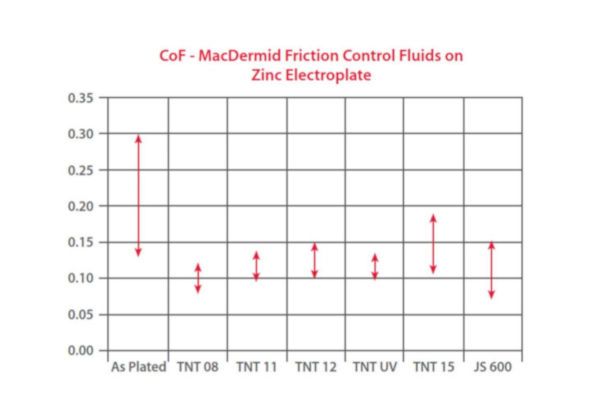
Coeficientes de Fricción
Carta de coeficientes de fricción de los productos MacDermid Enthone aplicados sobre capas de Zn
-

Trazadores
La aplicación de los productos modificadores de coeficiente de fricción se detecta fácilmente por los trazadores que generan fluorescencia en presencia de luz ultravioleta.
-

Laboratorio de pruebas
Contamos con los equipos de prueba para certificar la calidad de nuestros tratamientos:
-
- Corrosión en cámara salina
- Fluoroscopia de rayos X
- Adhesión por choque térmico
-
- Detección de fragilidad por hidrógeno
- Coeficiente de fricción (próximamente)
- Análisis químico de soluciones de proceso
-
-

Prueba de corrosión en cámara salina neutra
Estandar:
ASTM B-117
ISO 9227
Especificaciones automotrices:
Honda, Nissan, Mazda, Bosch, Ford
General Motors, FCA, VolksWagen, etc.
-
Fluoroscopia de rayos X
Contamos con un equipo Fischerscope ULM 220 XRF, para las pruebas siguientes de acuerdo con las normas ISO 3497 e ISO 3882:
- Medición de espesores de capas metálicas.
- Composición química porcentual de aleaciones, ZnNi, SnZn y otras.
Adicionalmente permite el análisis estadístico de los resultados históricos de sus piezas.
-

Prueba de detección de fragilidad por hidrógeno
Es una prueba que se aplica a tornillos de alta resistencia y que han sido recubiertos electrolíticamente.
El método se hace con un ensamble diseñado para cada medida de tornillo.
Consiste en someter los tornillos a un esfuerzo tensil en el rango de su punto de cedencia o torque de ruptura.
El esfuerzo o torque se mantiene al menos por 48 h. Después de cada 24 h el torque se reajusta al valor inicial y se verifica si no ha ocurrido la falla.
-

Prueba de adherencia del recubrimiento mediante choque térmico
El desempeño del recubrimiento depende en gran medida de la adherencia de la capa metálica depositada, es un método sencillo y requerido en la mayoría de las especificaciones automotrices.
Consiste en calentar las piezas recubiertas por un tiempo y temperatura determinados, de acuerdo con la especificación y enfriar bruscamente en agua a temperatura ambiente.
La capa debe mostrarse inalterada sin desprendimientos.
-
Próximamente
Prueba del coeficiente de fricción
Se realiza de acuerdo con el estándar ISO 16047.
Próximamente pondremos este servicio a sus órdenes.